製品情報
V.12.x 新機能
穴あけ機能の追加
固定サイクルや輪郭加工での穴加工データを作成します。
3次元モデルから穴の位置・深さを自動で検索して登録できます。
 固定サイクル |
 面取り(輪郭加工) |
 座ぐり(繰り広げ) |
 座加工(ヘリカル) |
加工条件の追加
40,000回転機用の条件が追加されました。
加工予測時間の高精度化
加工機の加減速を考慮して加工予想時間を算出するため、適切な生産予定が立てられます。
弊社テスト用NCプログラムにて、予測時間精度:±5% を記録。
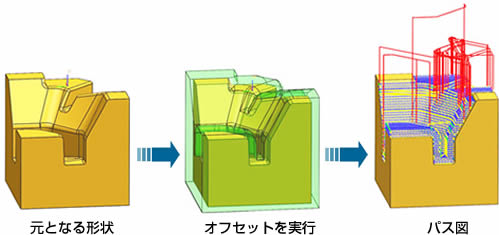
削り残し領域の追加
大荒加工など、形状に対して一定の削り残しがあるワーク形状を登録することが出来ます。
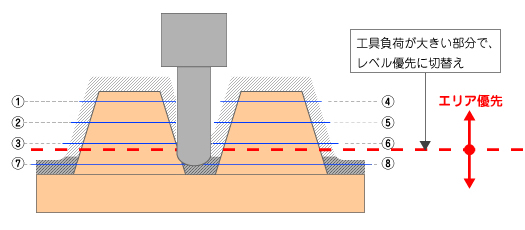
等高線加工の加工順序
工具負荷を考慮して、等高線の加工順序を自動決定します
工具負荷が少ない(一定)部分は"エリア優先"、島と島の間など工具負荷が大きくなる部分を"レベル優先"に自動切換。
加工の効率を上げつつ、工具負荷を一定にすることが出来ます。
【 凡例 】
加工モデル |
削り残し部分(未加工) |
削り残し部分(加工済) |
切削パス |
加工順序 |
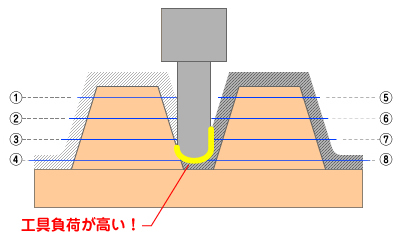
加工時間を短くすることだけを考えると…
逃げ動作が少ないため、加工時間は短縮できますが、加工順序④のラインのあたりから工具負荷が大きくなります。
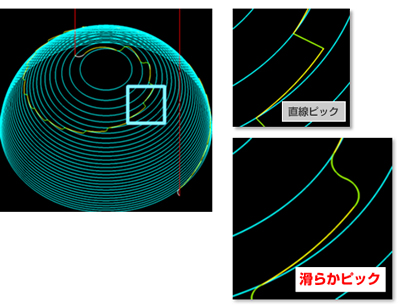
滑らかピック(等高線加工機能)
等高線加工のピック跡が目立たないピックフィード動作を追加。
加工面品位を向上させ、加工時間を短縮します。
薄リブ加工機能(等高線加工機能)
銅電極 薄リブ加工専用のカッターパスの生成
加工中の負荷を考慮し、薄リブ加工専用のカッターパスを生成します。
従来の3次元加工用の等高線加工では、倒れやすかった薄いリブの加工手法が改善されました。
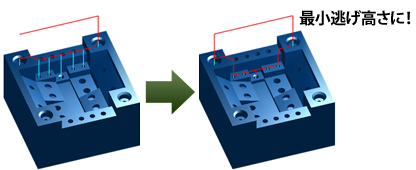
穴あけ加工機能(回避動作)
穴あけ加工の復帰位置(リファレンス点)を改善
無駄な動きを減らし、加工時間を短縮します。 障害物を避けて、早送り動作が最適化されます。
穴あけ加工機能(穴の形状とガイド図の干渉チェック)
穴あけ加工の復帰位置(リファレンス点)を改善
穴加工の設定内容とソリッドモデルを比較し、干渉をチェック。
パス計算前に、指定された穴の干渉チェックが可能です。
CLファイルの重
CL表示機能(複数ファイル表示)
ね書きが可能になりました。
複数加工の一括計算をしなくても、つなぎ目の確認が出来るようになりました。
データの作成漏れも、目で見て、確認できます。
CL表示機能(Z値指定)
Z値情報から目的の数値を指定し、CLデータを抽出表示
気になる部分のCLデータを、簡単にすばやく確認できます。
CL表示機能(工具表示/動画)
工具を表示して、CLデータを動画表示
工具の動きを確認できるようになりました。
切削加工条件の追加
3万回転主軸機用、4万回転主軸機用の加工条件データベースを追加
加工機に合わせて、データベースのバージョンを選択できます。
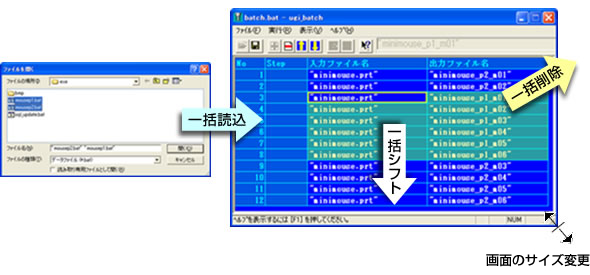
バッチ・プログラム操作の改善
・複数項目の一括解除
・複数項目のシフト
・複数ファイルの一括読み込み
・画面サイズの変更
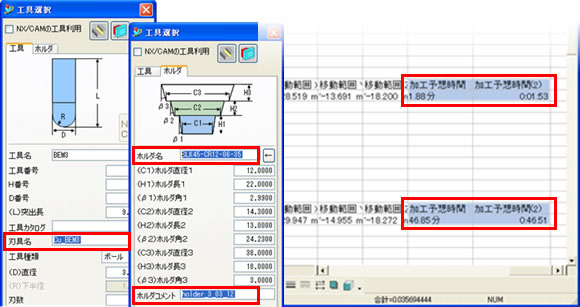
CSVへの出力情報を追加
刃具名、ホルダ名、ホルダコメントを出力できます。
コロン区切りの加工予想時間を出力できます。
Excelで、簡単に~時間~分~秒に表示変更可能です。